Verificación y calibración de equipos de prueba
- participación
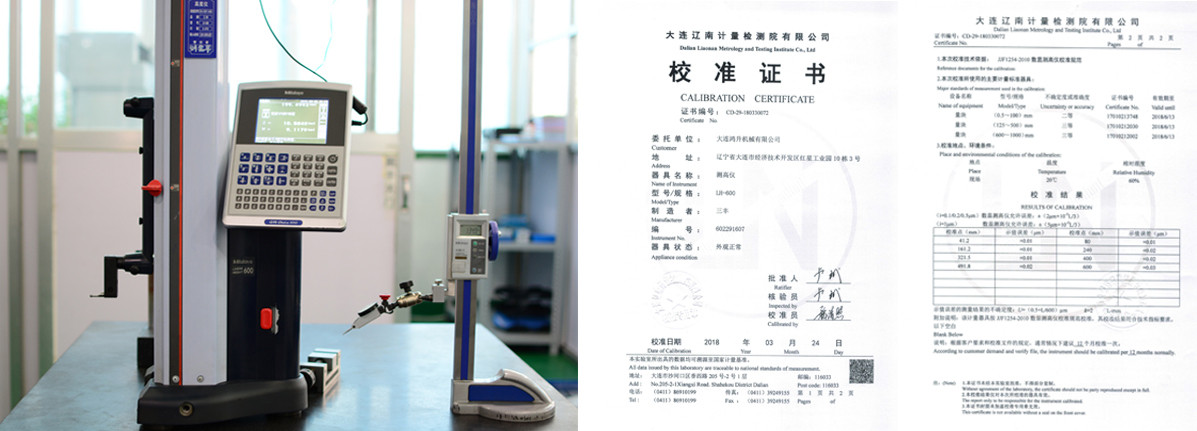
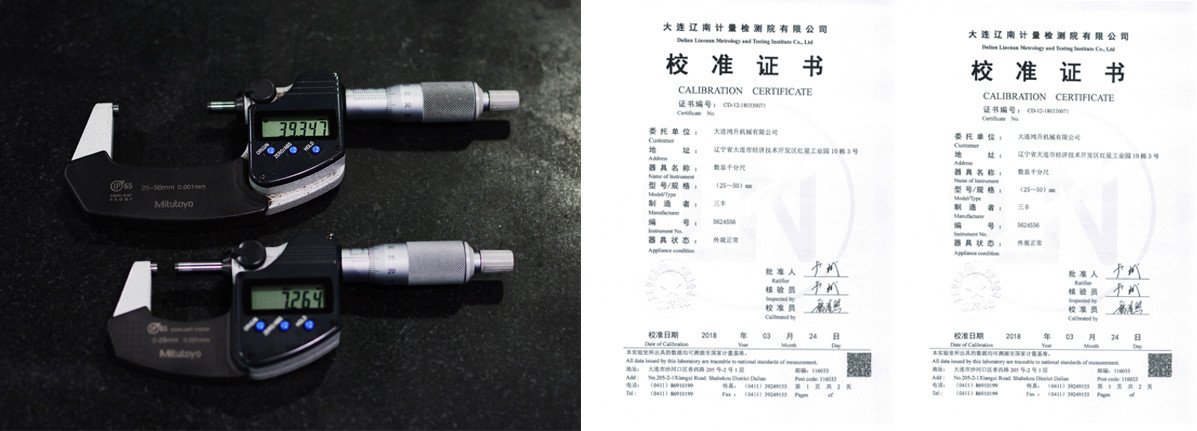
 La empresa deberá calibrar las herramientas de inspección cada 3-12 meses. Los topógrafos deben verificar las herramientas y registrar los detalles en la lista de verificación todos los días antes de la prueba. La temperatura en la sala de inspección de calidad es una temperatura constante, la temperatura se controla a 20 grados (± 2 grados). La pieza de trabajo debe colocarse en la sala de pruebas a una temperatura constante de más de 4 horas para luego inspeccionarla. Los topógrafos deben tener cierto conocimiento profesional y experiencia laboral práctica, y deben cumplir con los requisitos de la inspección de productos. Los topógrafos deben realizar una prueba anual para evaluar sus habilidades de prueba. Los temas de examen incluyen el principio de prueba, la prueba de prueba, la operación de prueba, la prueba intermedia, la prueba avanzada, etc. Los encuestadores participan regularmente en la capacitación de conocimientos profesionales, aprenden y aceptan métodos de prueba avanzados para mejorar Su nivel profesional. Limpiar el equipo de medición y verificar el equipo de prueba antes de la prueba. El inspector de calidad debe probar la calidad de las piezas de mecanizado OEM estrictamente de acuerdo con los requisitos especificados en los planos y documentos técnicos. Con el fin de garantizar el envío al 100% de máquinas buenas para el mecanizado de piezas a los clientes, somos estrictos con la "Inspección del primer artículo", la "Visita de inspección", la "Inspección final", que integra la pieza de inspección con el control del proceso de cerca, controlando los problemas de calidad de cada uno. El procedimiento de trabajo o los posibles problemas de calidad estrictamente, eliminan los productos defectuosos, hacen que no se puedan poner en el próximo proceso o se envíen. Requisitos de la empresa: todas las dimensiones de todos los productos deben ser verificadas, excepto el permiso del cliente.
La empresa deberá calibrar las herramientas de inspección cada 3-12 meses. Los topógrafos deben verificar las herramientas y registrar los detalles en la lista de verificación todos los días antes de la prueba. La temperatura en la sala de inspección de calidad es una temperatura constante, la temperatura se controla a 20 grados (± 2 grados). La pieza de trabajo debe colocarse en la sala de pruebas a una temperatura constante de más de 4 horas para luego inspeccionarla. Los topógrafos deben tener cierto conocimiento profesional y experiencia laboral práctica, y deben cumplir con los requisitos de la inspección de productos. Los topógrafos deben realizar una prueba anual para evaluar sus habilidades de prueba. Los temas de examen incluyen el principio de prueba, la prueba de prueba, la operación de prueba, la prueba intermedia, la prueba avanzada, etc. Los encuestadores participan regularmente en la capacitación de conocimientos profesionales, aprenden y aceptan métodos de prueba avanzados para mejorar Su nivel profesional. Limpiar el equipo de medición y verificar el equipo de prueba antes de la prueba. El inspector de calidad debe probar la calidad de las piezas de mecanizado OEM estrictamente de acuerdo con los requisitos especificados en los planos y documentos técnicos. Con el fin de garantizar el envío al 100% de máquinas buenas para el mecanizado de piezas a los clientes, somos estrictos con la "Inspección del primer artículo", la "Visita de inspección", la "Inspección final", que integra la pieza de inspección con el control del proceso de cerca, controlando los problemas de calidad de cada uno. El procedimiento de trabajo o los posibles problemas de calidad estrictamente, eliminan los productos defectuosos, hacen que no se puedan poner en el próximo proceso o se envíen. Requisitos de la empresa: todas las dimensiones de todos los productos deben ser verificadas, excepto el permiso del cliente. 

 | 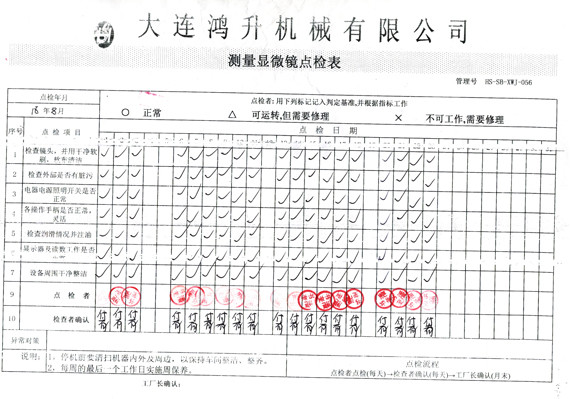 |
| Herramienta de lista de comprobación diaria de tres coordenadas lista de comprobación diaria de microscopio | herramienta de microscopio lista de control diario |
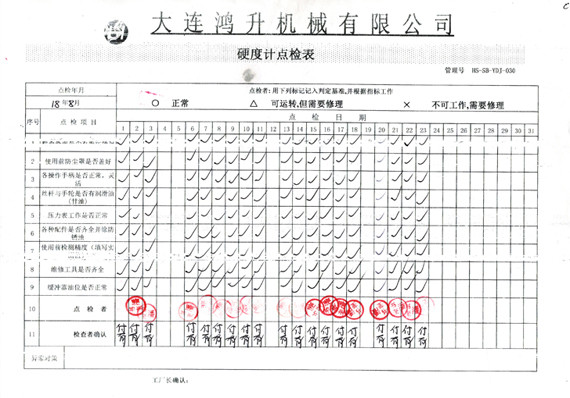 | 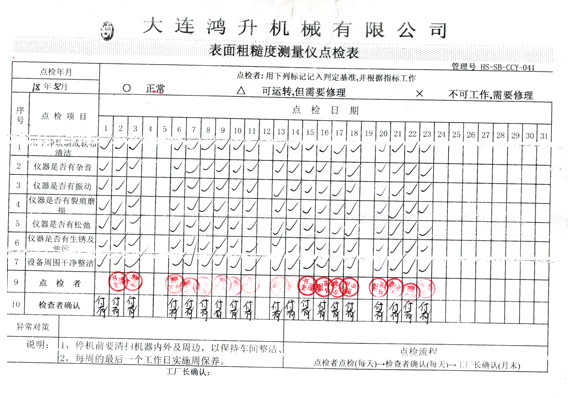 |
| Comprobador diario de dureza. | Comprobador diario de rugosidad superficial. |
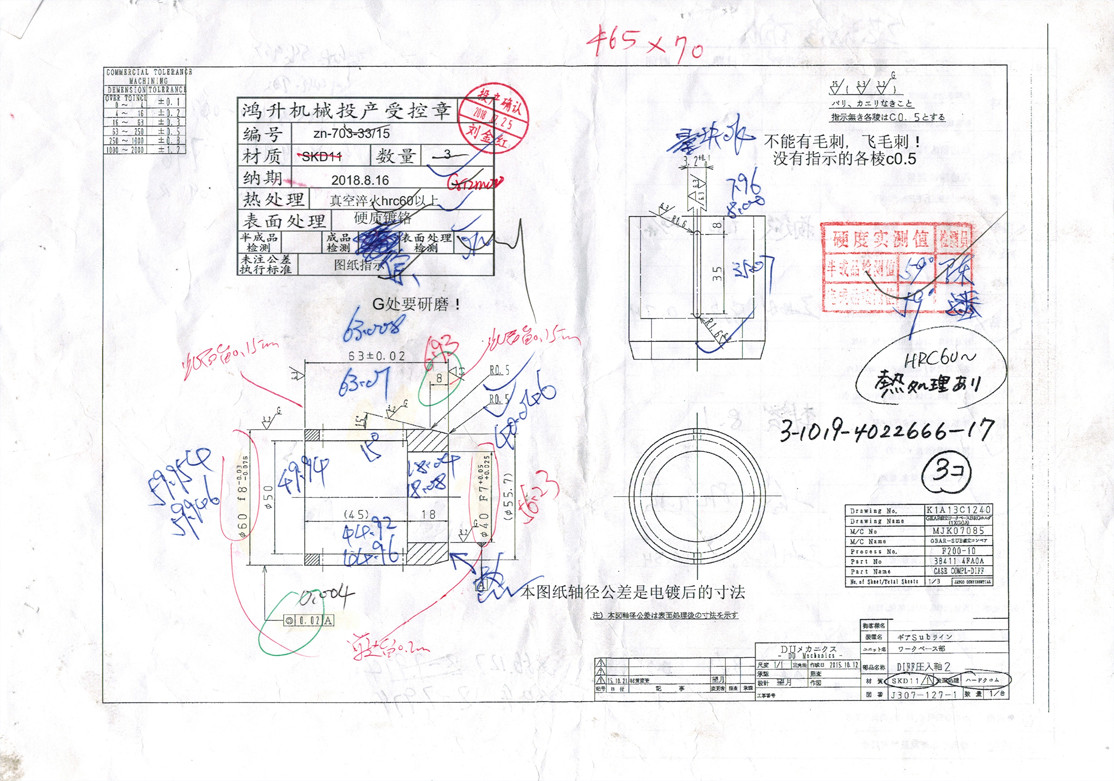
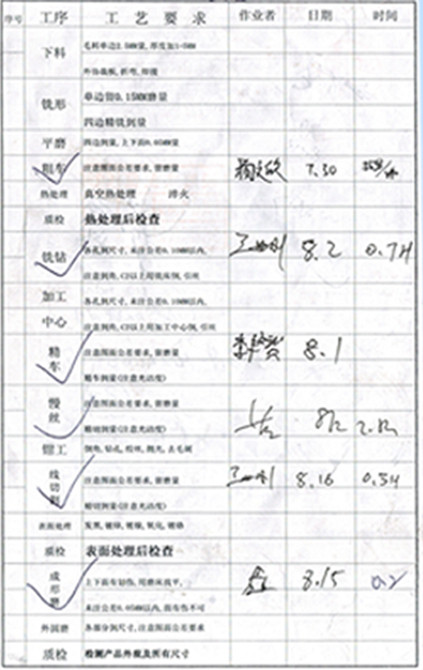
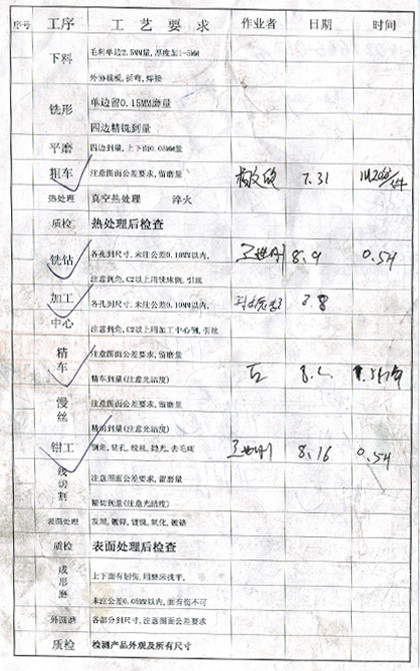
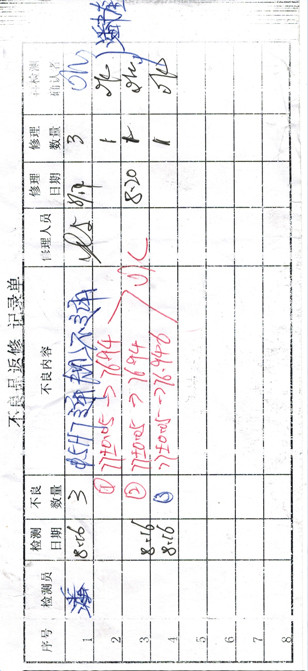
Durante el proceso de producción, los operadores de producción deben probar las piezas de producción por sí mismos, luego registrar el resultado verificado en la columna correspondiente en la tarjeta de proceso para su confirmación, y firmar y registrar su propio tiempo de procesamiento, luego los topógrafos deben estar estrictamente de acuerdo con el Los requisitos de los dibujos y los documentos técnicos proporcionados para la prueba, después de probar el tamaño de las piezas deben estar escritos en el libro de los dibujos, deben cumplir estrictamente con la tolerancia, para piezas de mecanizado de precisión no conformes, piezas de mecanizado CNC de precisión, los topógrafos deben registrar en la lista de productos defectuosos de reparación, luego firmada por el personal de reparación después del proceso de reparación para la segunda inspección. Los datos se registran en la lista de cambio de defectos. Los casos de dibujo después de la prueba son los siguientes:
Dibujos después de la prueba | ||
Confirmación sobre el proceso tecnológico. |
Lista de registro de productos defectuosos | |
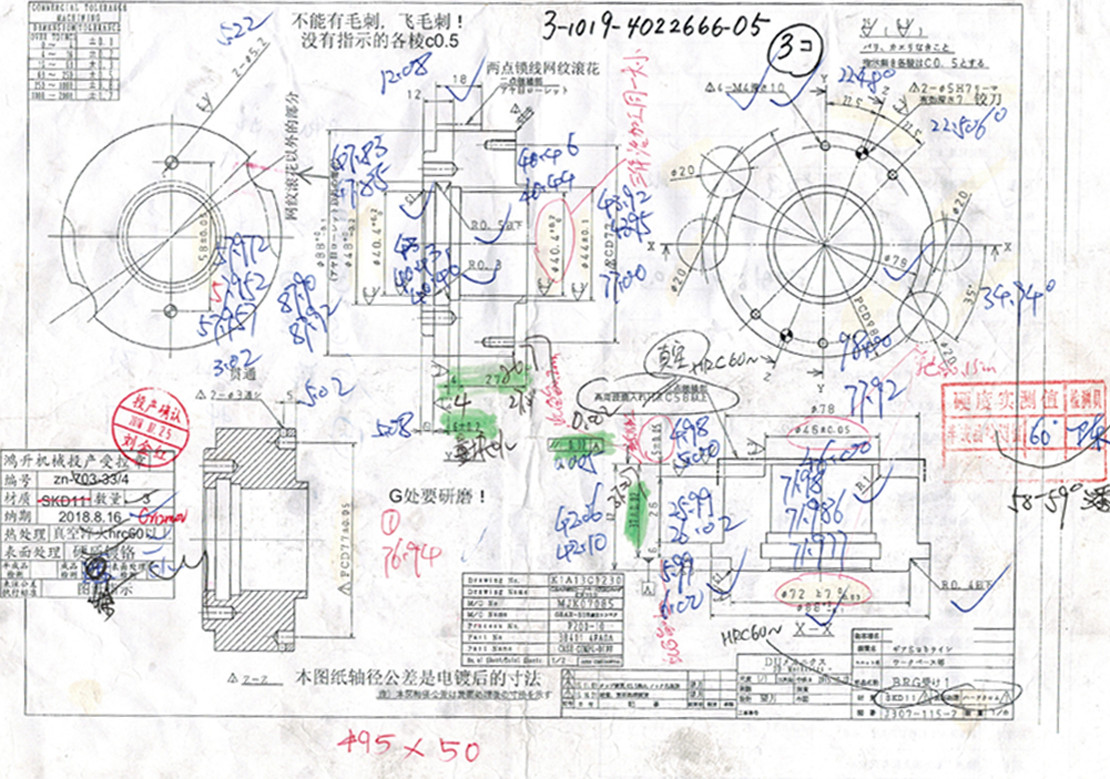
Dibujos después de la prueba | ||
Confirmación sobre el proceso tecnológico. |
Lista de registro de productos defectuosos | |